





- 焊接設備
- 鑄造設備
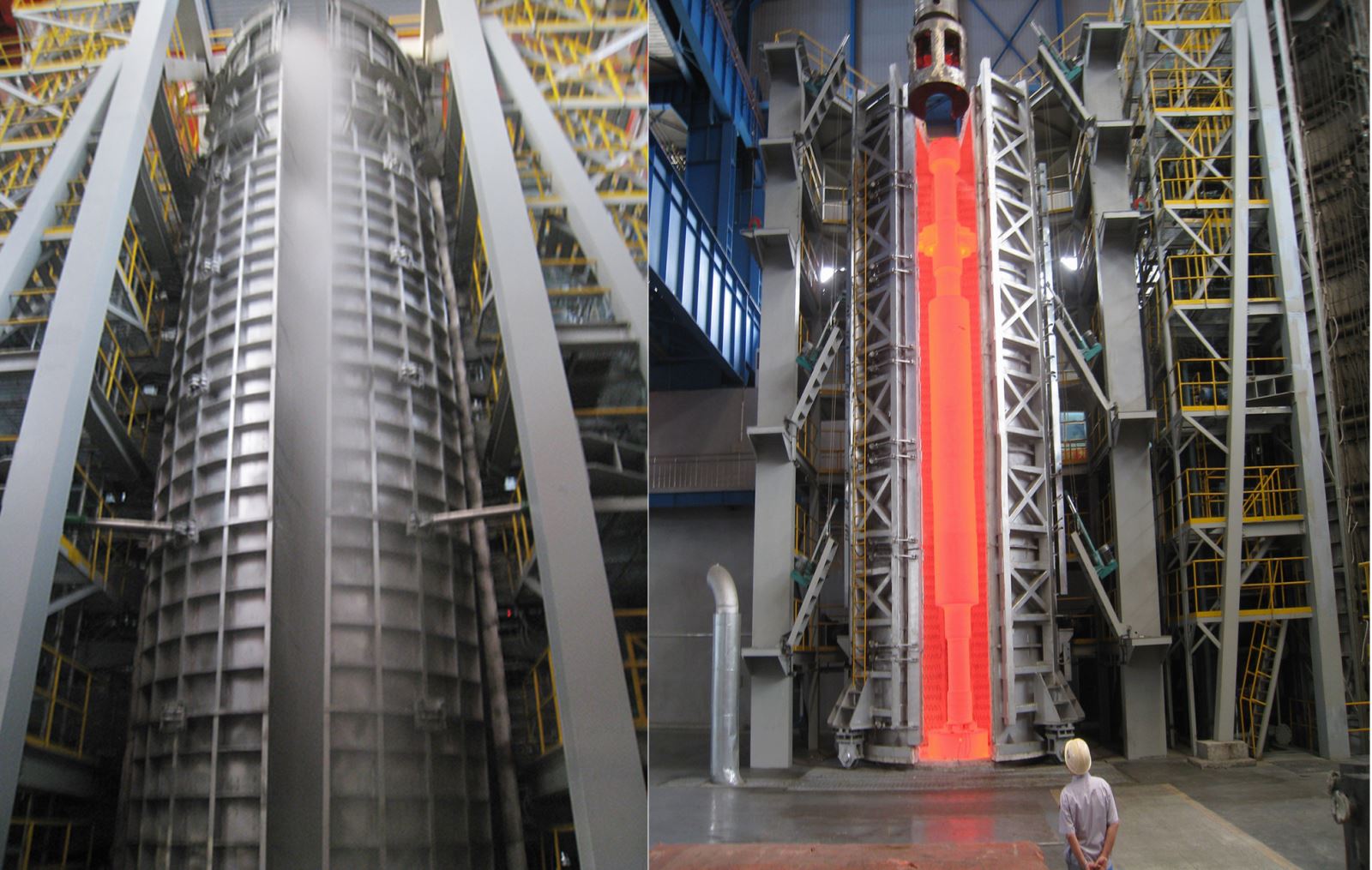
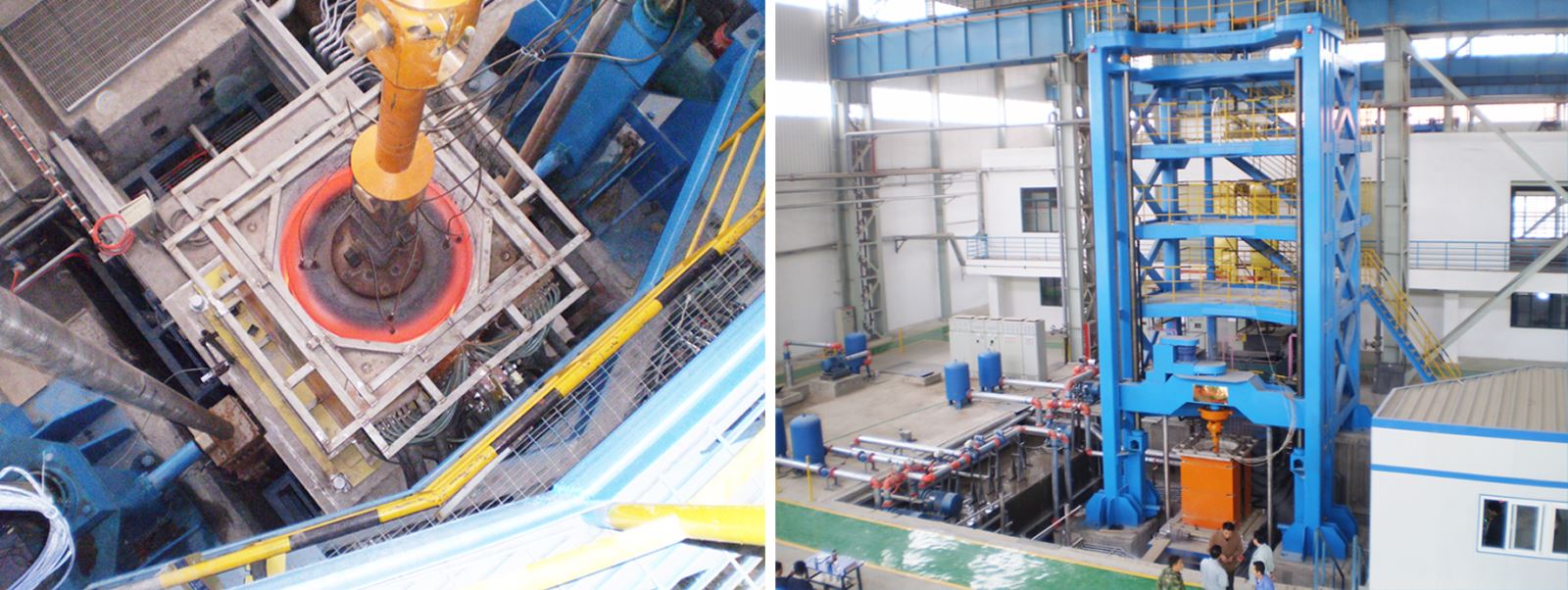
- 熱處理設備
- 鍛造設備
- 試驗設備
- 測量檢測設備
- 環保設備
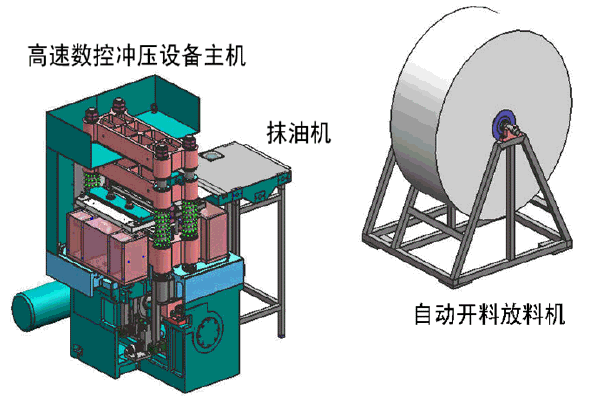
- 精沖設備
- 非標設備
- 其他設備
-
1、雙絲窄間隙埋弧自動焊機
用途:主要用于重型壓力容器筒體主環縫的自動焊接,坡口最大深度300-400mm,坡口底部寬度18-24mm。
主要技術特點:
● 具有雙側壁跟蹤和高度跟蹤,保證了焊絲與側壁距離的恒定,也保證了焊絲干伸長的恒定,提高焊接質量。
● 雙絲焊中,直絲豎直向下,彎絲指向側壁,兩根焊絲處在一個熔池中,可以獲得寬而薄的焊道,后一層焊道對前一層焊道有熱處理作用。同時,對側壁熱輸入量減少,接頭的力學性能特別熱影響區韌性優于普通埋弧焊。
● 焊接過程采取一層兩道的方式自動進行,可以獲得優良的焊道形狀和平滑的焊道表面,焊接渣殼可以自動脫落,無需人工清理。
-
2、數控馬鞍形接管埋弧自動焊機
用途:主要用于重型壓力容器接管與筒體的馬鞍形焊接,可焊接管直徑最大1800mm,坡口最大深度300mm。
主要技術特點:
● 采用數字控制,焊槍的馬鞍形運動軌跡,依據一定的數學模型自動生成。
● 具有自動排列焊道功能,通過人機界面輸入相關參數,可實現多層多道連續焊接。
● 具有斷點記憶,自動復位功能,方便焊接斷點自動對接。
● 具有旋轉導電裝置,多層、多道連續焊接時,外部輸入導線不纏繞。
● 自主開發的超薄大功率焊槍,適合大厚度、窄坡口焊縫。
● 三套程序,三種功能,可分別完成外馬鞍、內馬鞍及水平環焊縫焊接。
-
3、封頭接管埋弧自動焊機
用途:主要用于重型壓力容器接管與封頭的焊接,可焊接管直徑最大1000mm,坡口最大深度300mm。
主要技術特點:
● 具有自動定心功能,通過焊槍對接管外壁的自動尋位,將焊槍的旋轉中心自動定位在接管的中心線上。
● 具有高度自動尋位功能,通過焊槍對縫底部的自動尋位,記錄焊縫高度方向的變化,示教再現,實現高度方向上的自動跟蹤。
● 焊槍帶有徑向自動跟蹤功能,確保自動焊接過中,焊槍與側壁距離一致。
● 具有旋轉導電裝置,多層、多道連續焊接時,外部輸入導線不纏繞。
● 具有斷點記憶,自動復位功能,方便焊接斷點自動對接。
-
4、接管內壁耐蝕層自動堆焊機
用途:主要用于各類石化、核電壓力容器上,接管內壁耐蝕層的自動堆焊,堆焊接管內徑范圍50-500mm,接管最大長度2000mm。
主要技術特點:
● 一套設備兩種自動堆焊工藝方法,可分別實現雙層氣流保護TIG填絲堆
焊工藝和CO2氣體保護藥芯焊絲堆焊工藝。
● 通過人機界面輸入相關參數,可實現焊道的自動排列。
● 具有斷點記憶,自動復位功能,方便焊接斷點的自動對接。
● 具有弧壓自動跟蹤系統,提高焊接質量。
● 超小型大功率水冷焊槍具有三套水冷系統,適合高溫環境下,長時間連續焊接。
-
5、接管內壁耐蝕層立式自動堆焊機
用途:主要用于接管焊接在筒體上以后,再進行內壁耐蝕層自動堆焊的場合,堆焊接管內徑范圍100-800mm,接管最大長度1000mm。
主要技術特點:
● 具有自動定心功能,通過焊槍對接管內壁進行自動尋位,將焊槍的旋轉中心自動定位在接管的中心線。
● 具有弧壓自動跟蹤功能,當焊槍與內壁距離發生偏差時,能夠及時自動修正
● 通過人機界面輸入相關參數,可實現焊道的自動排列。
● 具有斷點記憶,自動復位功能,方便焊接斷點的自動對接。
● 焊槍采用強制循環水冷卻,可實現長時間連續焊接。
-
6、30°彎管內壁耐蝕層自動堆焊機
用途:主要用于各類石化、核電壓力容器上,彎管內壁耐蝕層的自動堆焊,堆焊彎管內徑范圍150-500mm,曲率半徑范圍R300-1000mm。
主要技術特點:
● 五軸協調運動,依據一定的數學模型,實現自動焊接過程。
● 通過人機界面輸入相關參數,可實現焊道的自動排列。
● 具有斷點記憶,自動復位功能,方便焊接斷點的自動對接。
● 具有弧壓自動跟蹤系統,提高焊接質量。
● 超小型大功率水冷焊槍具有三套水冷系統,適合高溫環境下,長時間連續焊接。
-
7、90°彎管內壁耐蝕層自動堆焊機
用途:主要用于各類石化、核電壓力容器上,彎管內壁耐蝕層的自動堆焊,堆焊彎管內徑范圍250-500mm,曲率半徑范圍R400-800mm。
主要技術特點:
● 工件安裝在兩維變位機上,焊槍安裝三維導軌上,五軸協調運動,依據一定的數學模型,實現自動焊接過程。
● 通過對工件的連續變位,實現自動堆焊過程始終處在平焊位置。
● 通過人機界面輸入相關參數,可實現焊道的自動排列。
● 具有斷點記憶,自動復位功能,方便焊接斷點的自動對接。
● 90°彎曲焊槍具有水冷系統,適合高溫環境下,長時間連續焊接。
-
8、接管法蘭端面及密封自動堆焊機
用途:主要用于各類石化、核電壓力容器上,接管法蘭端面密封面的自動堆焊,堆焊法蘭最大直徑范圍1200mm,接管最大高度800mm。
主要技術特點:
● 一套設備兩種自動堆焊工藝方法,可分別實現雙層氣流保護TIG填絲堆焊工藝和CO2氣體保護藥芯焊絲堆焊工藝。
● 通過人機界面輸入相關參數,可實現焊道的自動排列。
● 具有斷點記憶,自動復位功能,方便焊接斷點的自動對接。
● 具有弧壓自動跟蹤系統,提高焊接質量。
● 超小型大功率水冷焊槍具有三套水冷系統,適合高溫環境下,長時間連續焊接。
-
9、穩壓器電加熱管TIG填絲自動焊機
用途:主要用于核電穩壓器上,電加熱管對接環縫的自動焊接,管與管最小間距30mm,接管直徑30mm。
主要技術特點:
● 焊槍具有徑向和軸向定位裝置,確保焊槍定位準確。
● 焊槍具有自動起弧功能。焊槍自動送進,接觸工件后,后移一個距離自動高頻起弧。
● 具有斷點記憶,自動復位功能,方便焊接斷點的自動對接。
● 具有弧壓自動跟蹤系統,提高焊接質量。
● 超小型水冷焊槍具有水 冷系統,適合高溫環境下,長時間連續焊接。
-
10、龍門式雙機頭絲極帶極自動堆焊機
用途:專為進行絲極、帶極堆焊研究及焊接生產研制的自動堆焊系統。
主要技術特點:
● 同時配備了絲極和帶極兩套堆焊機頭及操作控制系統。
● 可分別進行絲極或帶極自動堆焊。
● 可以對焊接過程中的焊接機頭位置進行精確控制。
● 可以實現自動排列焊道(滑雪式排列焊道)。
● 可實現絲極擺動堆焊焊接,并且擺動幅度、擺動頻率及兩側停留時間等可以分別設定調整。
● 焊接機頭位置參數實時顯示,直觀明了,便于操作。
-
11、雙機頭輥子自動堆焊設備
用途:主要用于軋輥、輸送輥等回轉體進行表面進行特殊表層的堆焊生產。最大回轉直徑:800mm,最大工件長度:3000mm,最大工件重量:3T。
主要技術特點:
● 雙焊接機頭設計。
● 可進行雙機頭聯動運行,控制系統自動劃分兩焊接機頭的工作量及接縫位置,也可人工劃分確定。
● 兩焊接機頭的堆焊運行方向可以任意設定。
● 可使用任一焊接機頭進行單獨焊接操作。
-
12、螺旋翅片管高頻焊接配套設備
用途:主要用于螺旋翅片管的高頻焊接生產。管徑范圍:32-219mm,最大繞焊長度:不大于25M。
主要技術特點:
● 螺距無級設定。
● 全氣動夾緊、扶持。
● 低氣壓報警。
● 斷帶、無帶、夾盤松脫自動停機保護。
● 全功能操作控制盤。
● 翅片管自動扶持。
● 定尺、自動下料。
● 多點自動盤白圈。
● 設備配套:專用鋼帶閃光對焊機、專用儲帶機、鋼帶開齒機。
-
13、集裝箱T型鋁四頭專用焊機

-
14、數控龍門自動焊機
主要特點:
● 龍門機頭根據產品結構形式,可裝2個獨立機頭(2把焊槍)。
● 生產效率高,一次可同時焊接相互平行的2條焊縫,比單機器人焊接效率高2倍。
● 對于單數焊縫。一把焊槍可單獨提起,另一把焊槍進行焊接。
● (機頭)均可進行橫向和上下移動,焊槍角度可進行前后(± 30º)和左右(± 60º)調節。
● 每把焊槍(機頭)上可選裝接觸式或激光跟蹤傳感器。
● 龍門所配焊接系統為奧地利FRONIUS公司TPS5000型全數字化脈沖焊接電源和VR4000C送絲機。
● 龍門所配二臺焊機、保護氣氣瓶(至少2個)、控制柜等均放在龍門兩側托架上,隨龍門一起移動,進龍門的外部供電線纜采用滑線供給,使得龍門移動范圍加大。
-
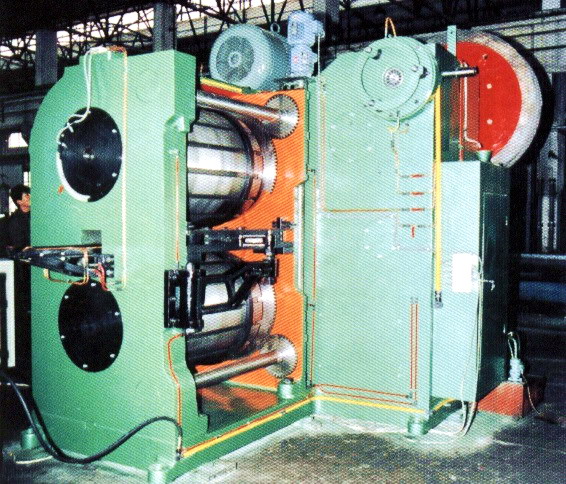
15、HSMZ型摩擦焊機
用途:主要用于航空和航天零部件、汽車零部件、油田地質勘探開采、軍工產品、工程機械、船舶工業、切削工具、軸類坯件及雙金屬材料的焊接。型號包括HSMZ-0.5—HSMZ-200噸全系列摩擦焊機。
主要技術特點:
● 床身采用鑄件結構,具有強度高、剛性強和精度耐久的優點。
● 主軸箱采用兩個單列圓柱滾子軸承的結構方式,具有旋轉精度高的優點,同時在主軸箱中設置兩個推力調心滾子軸承, 一個采用固定安裝方式,另一個采用平衡油缸活動安裝的獨特結構方式,來平均承載摩擦與頂鍛的軸向力,使用壽命提高數倍。
● 主軸箱夾具采用錐面自定心夾緊方式。
● 主軸箱采用自動噴油強制冷卻潤滑。
● 移動滑臺可選用錐套自動定心夾緊機構或平開式自動定心夾緊機構方式之一,具有夾緊力大、結構簡單和定心精度高等優點。移動采用直線導軌副結構。
液壓系統采用節能高效的低壓大流量葉片泵和高壓小流量柱塞泵的雙泵液壓系統,閥采用新型疊加閥。
● 完備的焊接質量自動監控系統采用工控機+PLC+光柵尺的位移控制方式,具有精度高、人機交互好、抗干擾能力強的優點。
● 節能降耗的形變熱處理技術的應用,可節約投資、降低能耗。
-
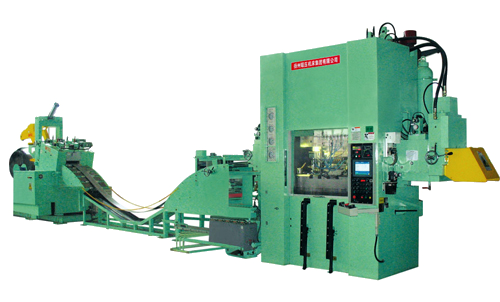
16、直縫鋼管五絲外焊設備
可焊鋼管直徑:?406~?1422mm
可焊鋼管長度:6~12.2m
可焊鋼管壁厚:6~40mm
可焊鋼管材料:X42~X80
● 1套預焊:預焊是在鋼管成型之后,采用粗絲高速氣體保護焊(MAG)方法進行連續定位焊。焊速:3~6m/min。
● 2套(3套)四絲內焊:預焊之后,在鋼管內部進行4絲埋弧焊接。
● 2套(3套)四絲或五絲外焊:內焊之后,在鋼管外部進行(4絲或5絲)埋弧焊接。
-
17、直縫鋼管四絲內焊設備
可焊鋼管直徑:?406~?1422mm
可焊鋼管長度:6~12.2m
可焊鋼管壁厚:6~40mm
可焊鋼管材料:X42~X80
● 1套預焊:預焊是在鋼管成型之后,采用粗絲高速氣體保護焊(MAG)方法進行連續定位焊。焊速:3~6m/min。
● 2套(3套)四絲內焊:預焊之后,在鋼管內部進行4絲埋弧焊接。
● 2套(3套)四絲或五絲外焊:內焊之后,在鋼管外部進行(4絲或5絲)埋弧焊接。
-
18、超大厚度鑄鋼火焰切割機
用途:主要用于重型鋼錠冒口切割及鍛件的切頭切尾,最大切割厚度:1000-2500mm
主要技術特點:
●主機采用高強橫梁龍門式結構,結構穩定,運行平穩可靠。
●采用自主研發的超大厚度火焰切割機具,切割能力強,斷面質量好。
●采用數字控制系統控制,可實現切割過程的自動化。
●可以實現工件的冷熱狀態切割,溫度范圍: 20 -700℃。
-
19、曲柄外形大厚度火焰切割機
用途:主要用于船用發動機曲軸曲柄外形的火焰切割,切割厚度:400-1500mm
主要技術特點:
●主機采用龍門式結構,結構穩定,雙邊驅動,運行平穩可靠。
●采用自主研發的超大厚度火焰切割機具,切割能力強,斷面質量好。
●采用數字控制系統控制,可實現切割過程的自動化,具有工件擺放偏斜糾正功能。
●具有割炬自動切換功能,操作方便,靈活。






































版權所有:中國機械科學研究總院集團有限公司 京ICP備:05080424號  京公網安備:11010802040622號
技術支持:北京信諾誠
京公網安備:11010802040622號
技術支持:北京信諾誠

